Industry and Company Background: The Imperative of Advanced Industrial Water Treatment
In today’s global industrial landscape, efficient water management and treatment are pivotal to sustainable operations. Industrial sectors ranging from manufacturing to pharmaceuticals depend heavily on consistent, high-quality water supplies. Industrial water treatment plants, particularly those employing RO water treatment plants, play a fundamental role in protecting freshwater resources and reducing environmental impacts.
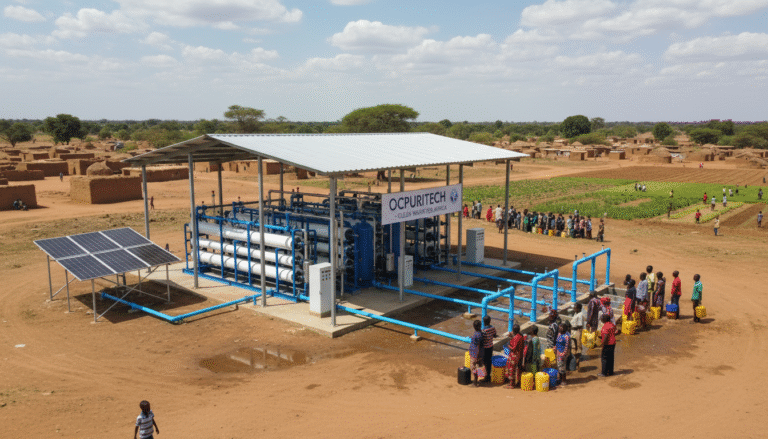
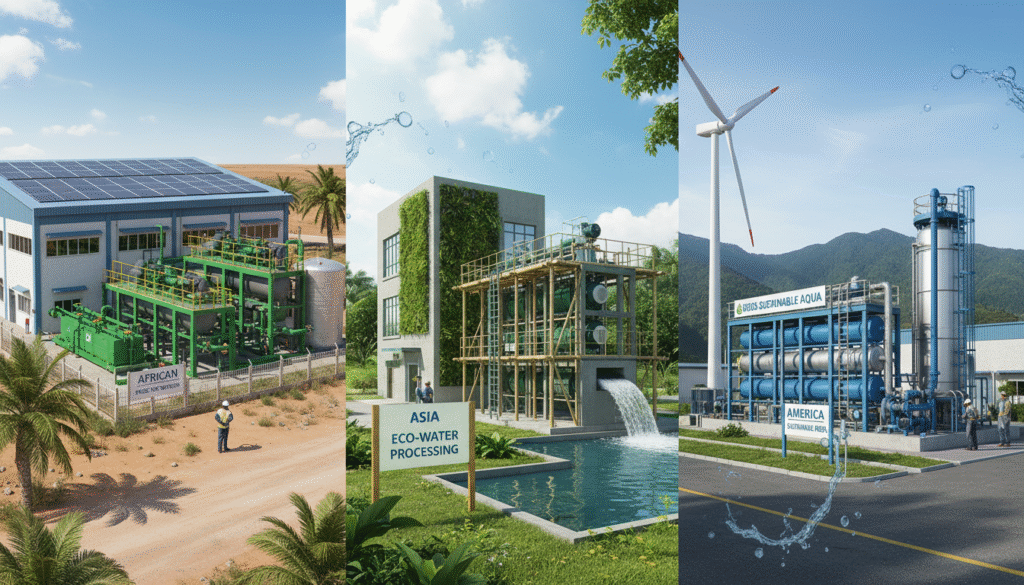
The manufacturing of industrial water treatment equipment is a highly specialized field requiring deep technical expertise and dedication to environmental stewardship. The core philosophy driving industry leaders is to balance operational efficiency with ecological responsibility. This is especially critical in emerging markets such as Africa, Southeast Asia, and South America, where industrial wastewater treatment remains a challenge. According to the UNESCO 2024 UN World Water Development Report, industrial water use comprises just under 20% of global freshwater withdrawals, with significant portions of wastewater discharged untreated, posing severe risks to aquatic ecosystems and public health (source: UNESCO).
Companies in this sector invest heavily in research and development to innovate membrane technologies, energy-efficient systems, and automation solutions that enable cutting-edge performance for industrial water treatment facilities.
Comprehensive Product Suite of Industrial Water Treatment Equipment
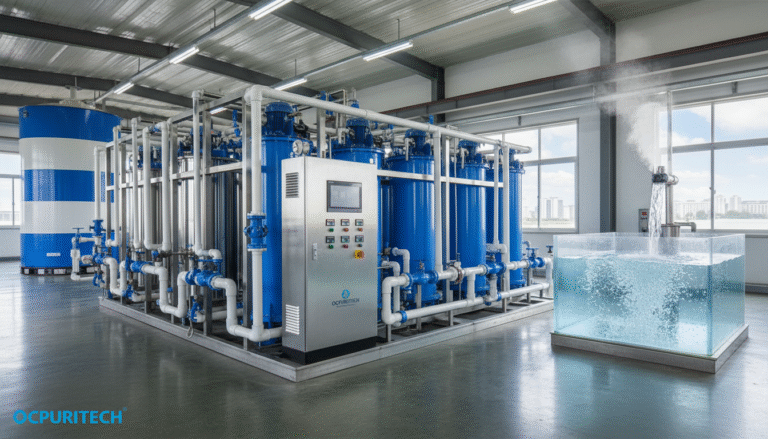
A robust portfolio of industrial water treatment devices is essential to cover diverse operational needs. Here, we detail key systems widely utilized in industrial contexts, emphasizing foundational technology parameters and field applications.
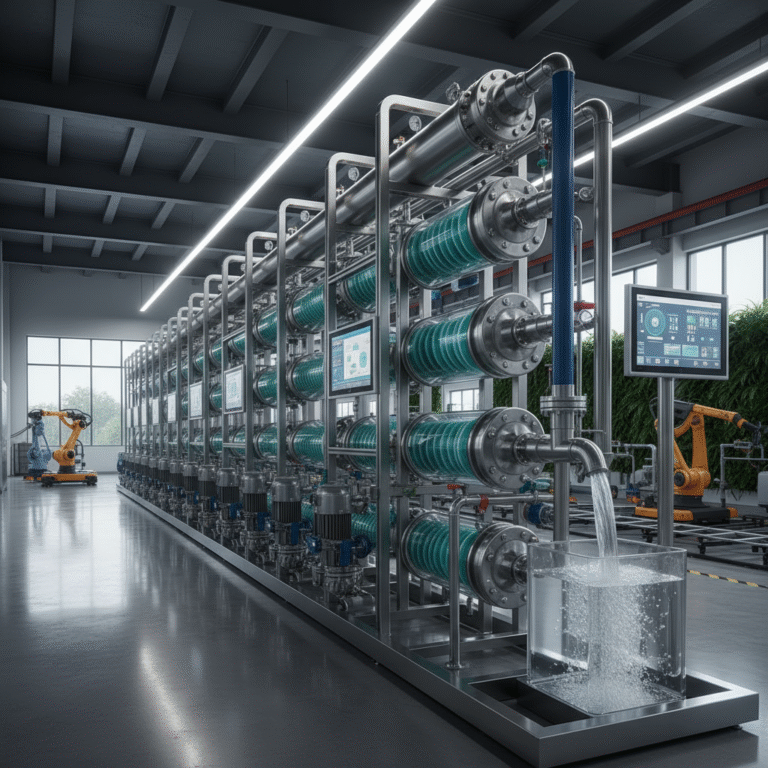
- Reverse Osmosis (RO) Systems: Membrane-based filtering removing up to 99% of dissolved solids and contaminants. Typical permeate quality meets ultrapure water standards with resistivity exceeding 18 MΩ-cm and total organic carbon (TOC) below 50 ppb, critical in semiconductor and pharmaceutical sectors. RO plants also require minimal chemical pretreatment, reducing operational complexities.
- Ultrafiltration (UF) Modules: Removing suspended solids, viruses, and bacteria using low-pressure membranes. UF systems serve excellently as pretreatment to RO, protecting membranes from fouling and extending system lifespan.
- Electrodeionization (EDI) Units: Providing continuous high-purity water free of ionic contaminants without chemical regeneration. EDI integrates electrochemical separation with ion-exchange resins, meeting ultrapure water standards for sensitive industrial processes.
- Pre-Treatment Systems: Including media filtration, cartridge filters, and chemical dosing to condition raw water, removing turbidity, hardness, and chlorine to protect subsequent membrane components.
- Water Softening Systems: Ion-exchange based units handle hardness removal efficiently, preventing scaling in heat exchangers and piping.
Each product is engineered to optimize throughput, reduce energy consumption, and maintain stringent compliance with relevant water quality standards. For instance, ultrapure water used in semiconductor manufacturing adheres to ASTM D5127 Type I criteria, demanding resistivity above 18 MΩ-cm and TOC levels as low as 1 ppb (source: ASTM standards).
Technological Innovations Driving Energy Efficiency and Waste Minimization
Membrane technologies, particularly those leveraging reverse osmosis, have revolutionized industrial water treatment by markedly cutting energy use and waste discharge. Modern seawater RO plants operate at approximately 2-4 kWh/m³ energy consumption, a decrease of up to 90% compared to levels in the 1970s (source: ResearchGate). For industrial brackish water treatment, energy requirements drop to as low as 0.4-1.5 kWh/m³, demonstrating substantial operational cost savings.
These advances outperform traditional thermal treatment methods that consume between 13-22 kWh/m³. Additionally, integration of energy recovery devices further improves energy efficiency, while molecular membrane separation technologies can reduce primary energy consumption by 40-60% for key industrial separations (source: International Energy Agency).
| Technology | Energy Consumption (kWh/m³) | Energy Reduction vs Traditional (%) |
|---|---|---|
| Seawater RO (Modern) | 2-4 | Up to 90% |
| Brackish Water RO | 0.4-1.5 | 75-90% |
| Thermal Desalination (e.g., MSF, MED) | 13-22 | Baseline |
The energy efficiency of these membrane technologies aligns closely with corporate sustainability goals, serving as a key strategy to reduce carbon footprints. The IEA notes that over 40% of emissions abatement required by 2040 depends on energy efficiency improvements, highlighting the vital role of advanced water treatment plants in achieving carbon neutrality (source: IEA).
Drawing from my experience working on a Southeast Asia industrial water facility, upgrading legacy systems to advanced RO technology cut energy costs by 35% and reduced wastewater discharge by 50%, translating to savings exceeding $1 million annually and significant environmental benefits.
Global Market Outlook and Company Positioning
The global market for water and wastewater treatment equipment was valued at approximately $68 billion in 2024, with projections to reach $90 billion by 2030 at a CAGR of 4.9% (source: Grand View Research). The Asia Pacific region, particularly Southeast Asia, represents a rapid growth zone with expected CAGR between 7.1% and 8.76% depending on market segments (sources: Transparency Market Research, Mordor Intelligence).
In emerging regions, including Africa and South America, accelerated industrialization coupled with tightened regulations is driving demand for efficient and cost-effective water treatment solutions. For example, South America’s industrial wastewater market is growing as stricter environmental laws compel industries to adopt sustainable practices (source: Blackridge Research).
Companies focusing on RO and membrane-based systems position themselves as leaders by capitalizing on technology innovation, market expertise, and local partnerships to meet unique regional needs, from urban manufacturing hubs to remote industrial zones.
Manufacturing and R&D Excellence Enhancing Product Reliability
Modern production facilities are equipped with advanced automation and quality control technologies to ensure consistent product performance and durability. Continuous R&D efforts concentrate on membrane material science, energy recovery optimization, and system modularity.
Collaboration with global research institutions accelerates innovation, allowing early adoption of emerging technologies like nanofiltration enhancements and smart monitoring systems, which enable predictive maintenance and remote diagnostics — critical features in expanding industrial markets.
In my tenure overseeing water treatment projects, partnering with suppliers who integrate R&D advancements translated directly to client success by minimizing downtime and reducing lifecycle costs.
Customer Success Stories: Demonstrating Tangible Benefits
A mid-sized pharmaceutical manufacturer in Southeast Asia upgraded to a custom-designed RO and EDI system. This resulted in maintaining ultrapure water quality with resistivity above 18 MΩ-cm and TOC below 10 ppb, enabling compliance with stringent regulatory standards while reducing chemical use by 40%. Operational costs dropped by 20% within the first year.
Similarly, an African mining operation implemented a membrane filtration and water softening solution, which decreased process water consumption by 30%, cut energy consumption by 15%, and reduced effluent toxicity, contributing to improved local ecosystem health.
Commitment to Environmental Sustainability and Green Manufacturing
Environmental stewardship is embedded in the design and manufacture of modern RO water treatment plants. Energy efficiency, waste minimization, and the reuse of treated water align with global sustainable development goals and corporate social responsibility policies.
For example, integrated biogas recovery from sludge treatment reduces reliance on fossil fuels by up to 25%, further lowering the carbon footprint. Implementing closed-loop systems in our plants ensures minimal freshwater withdrawal and curtails pollutant discharge.
These initiatives not only protect local aquatic ecosystems but also deliver compelling business value through reduced operational risks and regulatory compliance.
Get in Touch: Tailored Solutions for Your Water Treatment Needs
If your operation requires efficient, reliable, and sustainable water treatment systems, our team is ready to provide expert consultation. We offer customized design and turnkey implementation across regions including Africa, Southeast Asia, and South America, with flexible service models to optimize your investment and environmental impact.
Contact us today to explore innovative RO water treatment plants that elevate your industrial processes while supporting a cleaner, more sustainable future.
Authoritative Sources
- UNESCO – UN World Water Development Report 2024
- Grand View Research – Water and Wastewater Treatment Equipment Market 2030
- Transparency Market Research – Southeast Asia Water Treatment Market Outlook 2031
- International Energy Agency (IEA) – Energy Efficiency & Carbon Neutral Goals
- ASTM International – D5127 Ultra-Pure Water Standards
- ResearchGate – Studies on Energy Consumption in RO Systems
- Blackridge Research & Consulting – South America Industrial Wastewater Treatment Market