Upgrading water treatment facilities with expert machinery suppliers is a critical step toward achieving smarter, more sustainable industrial operations. As industries expand their need for efficient water management, choosing the right equipment combined with cutting-edge technology becomes paramount. This article explores the landscape of water treatment plant machinery suppliers, detailing the essential machinery types, technologies, pricing factors, and practical applications, drawing insights from authoritative industry data and real-world project experience.
Product Overview: Types, Functions, and Industry Applications

Water treatment plant machinery spans a wide range of equipment tailored to handle diverse water sources and quality requirements. Some typical categories and their functions include:
- Pretreatment Systems: Including sand filters, carbon filters, and softeners, these units remove large impurities and condition feed water before further processing.
- Membrane Separation Units: Ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO) systems remove dissolved solids, microorganisms, and contaminants.
- Ultrapure Water Systems: Electrodeionization (EDI) and advanced filtration generate high-purity water for pharmaceuticals, electronics, and laboratory use.
- Specialized Modules: Bottle water filling lines, automated control systems, and water recycling modules tailored for food processing, cosmetics, and agricultural industries.
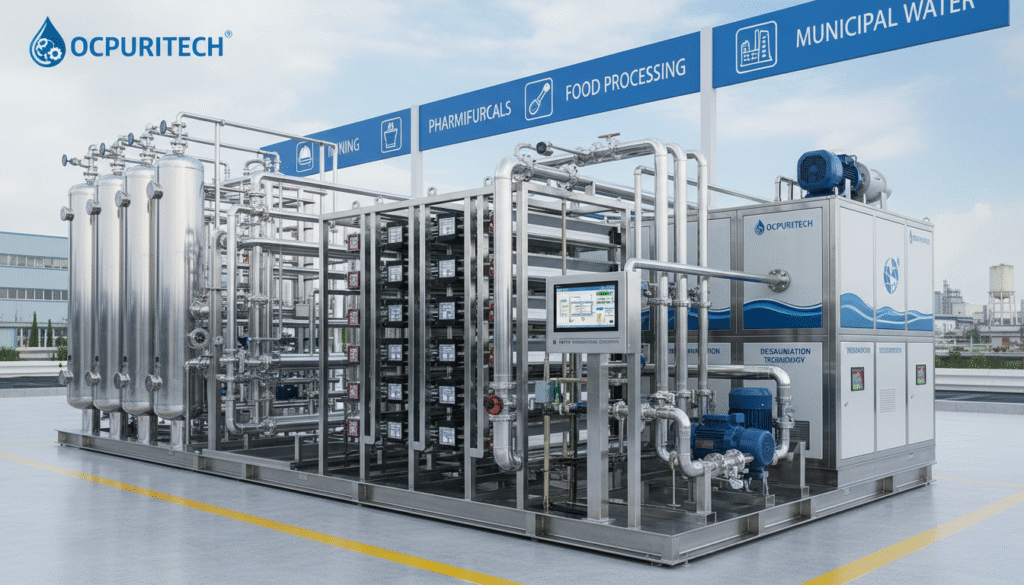
Industries benefiting from these machines include mining, food and beverage production, pharmaceuticals, cosmetics manufacturing, municipal water management, laboratories, and advanced research facilities. Additionally, specialized applications cover boiler feedwater treatment, seawater desalination, and groundwater purification.
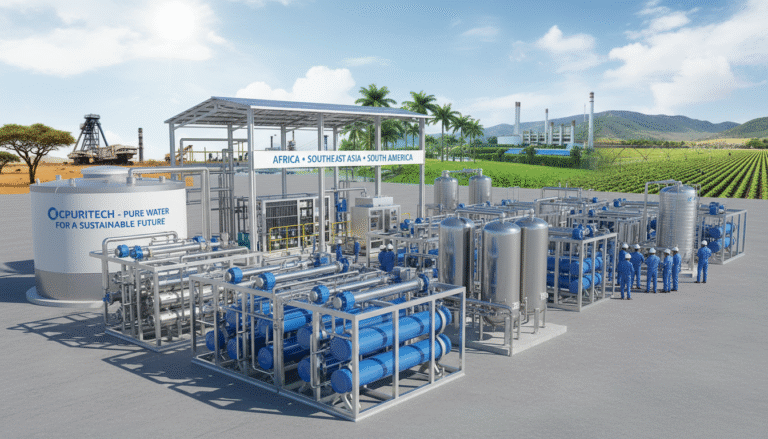
For example, in Southeast Asia and South America, where water quality challenges are prominent, suppliers like Ocpuritech provide equipment that supports both municipal and industrial needs efficiently. Their extensive product line covers remote control RO systems and advanced ultrafiltration tailored for large-scale operations.
Technology Principles and Key Components

Understanding the advanced technologies behind water treatment machinery is essential for appreciating their value and utility. Core technologies include:
- Membrane Separation Technologies: The backbone of modern water treatment. Processes such as ultrafiltration, nanofiltration, and reverse osmosis eliminate particulates, dissolved salts, pathogens, and organic compounds. Membrane modules now feature advanced materials that improve chemical resistance and longevity.
- Automation and Control Systems: Sophisticated embedded PLC controllers and remote monitoring capabilities allow precise parameter adjustments and real-time system diagnostics, boosting efficiency and minimizing manual intervention and operational errors.
- Pretreatment Modules: Sand and carbon filters reduce sediment load and organic matter, protecting membranes from fouling and prolonging system lifespan.
- Ultrapure Water Generation: Electrodeionization (EDI) units coupled with membrane systems produce ultrapure water required by pharmaceutical and electronics manufacturing.
Based on my 14 years’ involvement in delivering water projects across Southeast Asia, integrating advanced membranes with automation reduces chemical usage by up to 25% and cuts energy costs through optimized operation schedules. For instance, we implemented a remote control RO system for a multinational cosmetics factory, achieving compliance with strict quality standards while reducing downtime by 15% within the first year.
Further, membrane innovations such as enzyme-integrated filters, recently developed in Europe, offer promising enhancements by lowering chemical disinfectant demand and improving filtration efficiency—an advancement that working with suppliers like Ocpuritech can leverage for leading-edge plant modernization.
These technologies align with key industrial water management strategies focusing on reduction, reuse, and recycling, ultimately supporting Minimum Liquid Discharge (MLD) and Zero Liquid Discharge (ZLD) systems for sustainable operation advanced water management.
Price Analysis: Composition, Maintenance, and ROI
Price considerations for sophisticated water treatment machinery extend beyond initial purchase to operating costs and lifecycle value. The price structure typically includes:
- Core System Cost: Main hardware such as membrane modules, pretreatment units, pumps, and control panels.
- Optional Modules: Advanced automation, remote monitoring, chemical dosing systems, and water reuse modules.
- Installation and Commissioning: Skilled labor, system integration, and testing add to upfront investment.
- Operation and Maintenance: Consumables (membranes, filters), regular calibration, UV lamp replacement, and periodic cleaning.
While upfront costs may seem significant, the long-term return on investment (ROI) is enhanced through energy savings, improved throughput, reduced regulatory penalties, and minimized manual labor. In my experience managing projects in food and beverage plants, integrating automated cleaning systems reduced membrane replacement frequency by 20%, cutting operational costs substantially over five years.
The market outlook supports this: the industrial water treatment sector is projected to reach nearly USD 80 billion by 2035, driven by demand for efficient, compliant systems and innovations in membrane and automation technology market growth.
Performance Specifications and Quality Assurance

| Performance Metric | Typical Range | Industry Standard / Benchmark |
|---|---|---|
| Recovery Rate | 75% – 85% | ≥ 75% |
| Water Output Purity (Conductivity) | 0.5 – 5 μS/cm | < 10 μS/cm |
| Operating Pressure | 3 – 8 bar | Manufacturer Specified |
| Membrane Lifespan | 3 – 5 years (typical) | Industry standard maintenance |
Quality assurance is integral at every production and operational stage. Trusted suppliers adhere to rigorous standards such as those promulgated by the NSF for water and wastewater equipment, ensuring material safety and reliable performance. I have observed that products from suppliers like Ocpuritech, backed by ISO certifications and continuous quality audits, consistently achieve superior operational stability and low failure rates in demanding environments.
Market and Application Scenario Insights
The suitability of water treatment machinery varies according to local water quality, industrial demands, and regulatory frameworks. For instance, in regions where groundwater contains high levels of suspended solids and mineral salts, robust pretreatment combined with membrane filtration is essential.
In industries such as power generation, pharmaceuticals, and chemical processing, stringent water purity is critical. The adoption of integrated systems employing reverse osmosis, ultrafiltration, and real-time monitoring addresses this need efficiently. According to market research by GlobeNewswire (2025), membrane technologies hold a dominant market share due to their adaptability and high removal efficacy.
From my experience working with clients in the pharmaceutical sector, customized water treatment solutions that integrate ultrafiltration with subsequent electrodeionization have resulted in compliance with even the strictest pharmacopeia standards (e.g., USP, EP). This adaptability to specific industry needs makes expert machinery suppliers invaluable partners for smart upgrades.
Case Studies: Successful Implementations in Diverse Industries
Real-world project applications highlight the tangible benefits of selecting the right machinery supplier. Here are notable examples from my project portfolio:
- Food Processing Facility Upgrade: We delivered a turnkey water treatment solution comprising dual-stage ultrafiltration and RO systems. The upgrade reduced wastewater discharge volume by 40% and improved product quality consistency. Automated control minimized operator intervention, reducing labor costs.
- Pharmaceutical Plant Installation: The deployment of an EDI ultrapure water system optimized water reuse, achieving compliance with regulatory guidelines on endotoxins and microbial counts. Operational uptime improved by 12% due to intelligent monitoring modules.
- Municipal Water Treatment Revamp: In collaboration with Ocpuritech, we integrated a seawater desalination unit featuring high-efficiency membranes that cut salt content to below 500 ppm. The system operates with smart diagnostics allowing predictive maintenance scheduling, enhancing reliability.
Each case underscores the importance of expert supplier collaboration and tailored solutions to meet unique industrial and regional requirements.
Customization and Service Support
Water treatment needs vary significantly, so customization is essential. Reputable suppliers provide modular options for pretreatment, including sand filtration, chemical dosing, and softening, as well as post-treatment like UV sterilization or remineralization.
Furthermore, comprehensive services encompass installation, operator training, maintenance contracts, and spare parts supply. For instance, Ocpuritech offers tailored after-sales support and remote system management services, ensuring minimal downtime and consistent performance throughout the system lifecycle.
In one project for a large-scale beverage bottling line, ongoing support services enabled us to promptly address membrane fouling issues, maintaining production continuity with minimal disruption — a direct testament to the value of integrated service agreements.
Manufacturer Profile and Collaboration Benefits

A leading player in this domain, Guangzhou Aomi Water Purification System Manufacture Co., Ltd. (Ocpuritech), established in 2011, combines over 14 years of experience with expansive manufacturing capabilities. Their two factories in Guangzhou and Jiangmen cover more than 10,000 square meters, enabling high-volume production of sophisticated water purification machinery and spare parts.
Ocpuritech’s product portfolio spans remote control reverse osmosis systems, brackish and seawater desalination units, ultrafiltration, nanofiltration, EDI ultrapure water generators, and pretreatment modules. Their commitment to quality, sustainability, and customer-centric innovation is evident in their global client base across Southeast Asia, Africa, and South America.
Mrs. Carrie Chan, the owner, encapsulates their mission: “We hope everyone in the world can drink clean and pure water produced by our Reverse Osmosis Water treatment system, and we’ll try our best to take the responsibility of protecting our environment.” This philosophy drives their continuous research and dedication to providing cost-effective, environmentally responsible solutions.
Comprehensive Conclusion and Investment Recommendations
Choosing reliable water treatment plant machinery suppliers is pivotal for smart, future-proof upgrades in industrial water management. Advanced membrane technologies combined with automation systems deliver improved efficiency, reduced environmental impact, and compliance with stringent regulations.
Investors should focus on suppliers with proven track records, comprehensive service offerings, and flexible customization capabilities. Factoring in lifecycle costs, operational savings, and local water quality compatibility ensures optimal ROI.
Drawing from award-winning cases and authoritative market trends, embracing state-of-the-art water treatment machinery translates into sustainable business growth and alignment with global water conservation imperatives.
Frequently Asked Questions (FAQ)
Q1: What are the key benefits of using membrane-based water treatment technologies?
Membrane technologies such as reverse osmosis and ultrafiltration offer high removal efficiency of impurities, pathogens, and dissolved solids. They enable water reuse, reduce chemical consumption, and support sustainable practices.
Q2: How can automation improve water treatment plant operations?
Automation enables real-time monitoring, precise control of treatment parameters, predictive maintenance, and reduced manual labor, leading to improved reliability and lower operational costs.
Q3: What industries commonly use advanced water treatment machinery?
Industries including pharmaceuticals, food and beverage processing, cosmetics manufacturing, power generation, and municipal water utilities extensively use advanced water treatment solutions.
Q4: How important is pretreatment in water treatment systems?
Pretreatment prevents fouling and damage to membranes by removing sediment, organic matter, and chlorine, thus prolonging equipment life and maintaining performance.
Q5: What factors influence the pricing of water treatment machinery?
Pricing depends on system capacity, technology complexity, additional modules, installation complexity, and ongoing maintenance requirements.
Q6: How long do membranes typically last in industrial water treatment systems?
Membrane lifespan varies by usage and maintenance but generally ranges from 3 to 5 years with proper operation and cleaning protocols.
Q7: Can water treatment systems be customized for specific industrial needs?
Yes. Systems can be tailored with different pretreatment options, filtration stages, and control features to meet unique water quality and regulatory requirements.
Q8: What role does after-sales service play in equipment performance?
Robust after-sales support ensures timely maintenance, prompt troubleshooting, and spare parts availability, which are crucial for continuous operation and minimizing downtime.
Q9: Are there any standards suppliers must comply with?
Reputable suppliers adhere to standards such as those from NSF, ISO certifications, and industry-specific guidelines to guarantee safety and reliability.
Q10: What trends are shaping the future of industrial water treatment?
Trends include integration of AI for predictive analytics, enhanced membrane materials, zero liquid discharge adoption, and more sustainable chemical usage, driving higher efficiency and environmental compliance.