Company & Industry Background: A Commitment to Excellence in Industrial Water Treatment
In today’s fast-evolving industrial landscape, ensuring the purity of process water is not merely a regulatory obligation but a strategic imperative. Our expertise lies within the realm of advanced ro water treatment plant manufacturing, designed to meet the stringent demands of modern industries such as power generation, pharmaceuticals, food & beverage, and semiconductor manufacturing. By integrating cutting-edge technology with robust environmental responsibility, we drive innovations that aim to reduce industrial water footprint while enhancing process reliability.
Industrial water consumption accounts for nearly 20% of the global freshwater withdrawal, according to recent UNESCO and World Bank findings. Alarmingly, over 80% of industrial wastewater is released into ecosystems without adequate treatment, accelerating pollution risks and sustainability challenges. This stark reality underpins our mission: to supply high-efficiency, eco-conscious water treatment plants that not only deliver exceptional water purity but actively contribute to water resource conservation and pollution control efforts.
Over the past decade, our research and development investments have propelled us into a leadership position within the industrial water treatment sector, especially focusing on emerging markets across Africa, Southeast Asia, and South America. These regions face critical water stress and pollution challenges, necessitating advanced yet cost-effective solutions—an opportunity where our ro water treatment plant technologies have demonstrated significant impact.
Product Series Detailed Overview: Diverse Solutions for Every Industrial Water Need
Our product portfolio spans a comprehensive range of water purification and treatment technologies, tailored to fit diverse process water quality requirements and industrial applications. Each system is engineered with modular flexibility, high operational efficiency, and rigorous quality standards.
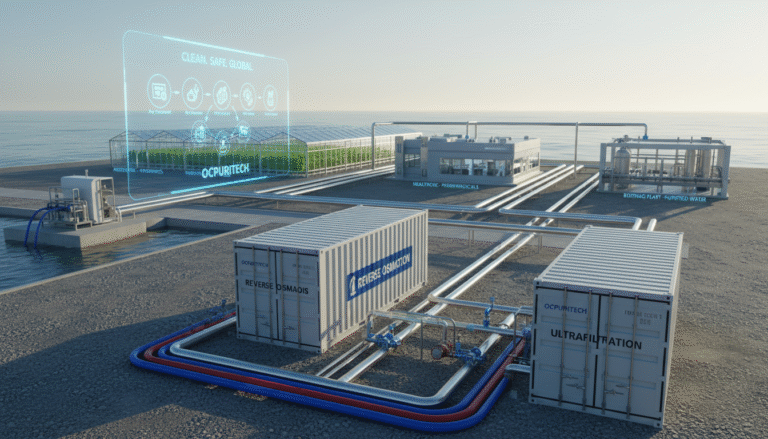
- Reverse Osmosis (RO) Systems: Designed to eliminate dissolved salts, organic contaminants, and particulates, our RO systems deliver permeate water with >99% reduction in dissolved solids. Typical applications include boiler feed water treatment, ultrapure water generation for electronics, and potable water production.
- Ultrafiltration (UF) Systems: Serving as an advanced pre-treatment stage, UF membranes efficiently remove bacteria, viruses, suspended solids, and high molecular weight organics, protecting downstream RO membranes and extending their life cycle.
- Electrodeionization (EDI) Units: EDI replaces traditional mixed-bed ion exchange resins, providing continuous regeneration-free production of ultrapure water with electrical fields facilitating ion removal. Particularly favored in semiconductor and pharmaceutical sectors where chemical-free operation and reduction of hazardous waste are paramount.
- Pre-treatment & Softening Systems: Customized chemical dosing, multimedia filtration, and ion-exchange softeners are integrated to condition raw water feed to optimal parameters, controlling hardness, turbidity, and scaling potential for RO and EDI equipment protection.
For example, in a Southeast Asian pharmaceutical facility, a combined system of UF + RO + EDI was deployed, resulting in a chemical regeneration reduction exceeding 95%, enabling continuous ultrapure water production aligned with strict GMP requirements.
Technical Innovation & Competitive Advantage: Quantified Breakthroughs in Efficiency and Performance
Advancements in membrane science and process integration distinguish our ro water treatment plant systems from conventional alternatives. Over the past decade, state-of-the-art reverse osmosis membranes have exhibited remarkable improvements:
| Performance Metric | Traditional RO Technology (10 years ago) | Current Advanced RO Systems | Improvement (%) |
|---|---|---|---|
| Energy Consumption (kWh/m³) | ~5-6 kWh/m³ | ~2-3 kWh/m³ | ~50-60% |
| Salt Rejection Rate | ~99.6% | ≥99.89% | ~0.3% absolute increase |
| Anti-fouling Performance | Standard membranes | Membranes with advanced TFN coatings, increased chemical resistance | Significant lifecycle extension, less frequent cleaning |
These innovations translate into tangible operational savings and process stability, directly addressing industrial buyers’ concerns about lifecycle costs and environmental footprint.
Moreover, our integrated RO + EDI processes replace conventional mixed-bed ion exchange units, achieving over 95% reduction in chemical regenerant usage and wastewater discharge. This aligns with growing corporate sustainability goals and stringent environmental regulations, minimizing hazardous chemical handling risks and reducing total cost of ownership.
Industry Position & Market Outlook: Strategic Focus on Emerging Global Markets
Market intelligence from Grand View Research and Frost & Sullivan highlights a robust 5-6% CAGR growth in industrial water treatment equipment for Africa, Southeast Asia, and South America between 2024 and 2029. Rapid industrialization, urbanization, and heightened environmental awareness fuel demand in power generation, mining, food & beverage, and pharmaceuticals—the primary sectors driving water treatment investments.
Capitalizing on this trend, our tailored ro water treatment plant solutions focus on the distinct water quality challenges and regulatory landscapes of these regions. Our ability to deliver scalable, energy-efficient, and low-maintenance systems positions us favorably to capture significant market share and contribute to regional water sustainability.
Manufacturing & R&D Excellence: Ensuring Quality and Innovation at Every Step
We operate modern manufacturing facilities equipped with ISO-compliant quality control processes, enabling consistent production of reliable, durable ro water treatment plant systems. Employing advanced automation and precision assembly methods reduces variability and enhances product robustness.
Our R&D team collaborates extensively with academic institutions and technology partners to develop next-generation membrane materials, energy recovery devices, and smart monitoring systems. Continuous pilot testing and field validation guarantee that innovations translate into measurable client benefits:
- Optimized energy consumption reducing operating costs by up to 40%
- Digital control integration enabling remote diagnostics and predictive maintenance
- Material improvements extending membrane lifespan by up to 30%
These capabilities strengthen our position as a trusted partner who delivers sophisticated yet practical solutions.
Customer Success Stories: Demonstrating Tangible Benefits
In an African mining project, deploying a combined UF + RO plant resulted in lowering raw water total dissolved solids (TDS) from 2500 mg/L to below 50 mg/L with over 55% energy savings compared to legacy systems. Operators reported a 25% decrease in downtime, attributable to enhanced anti-fouling membrane technology.
Similarly, a Southeast Asian food processing client integrated our RO + EDI solution achieving continuous ultrapure water supply while cutting hazardous chemical usage by over 90%, substantially simplifying compliance and waste handling.
These examples showcase how strategic investment in advanced ro water treatment plant technology yields lasting returns in both environmental stewardship and operational efficiency.
Environmental Sustainability Commitment: Driving Green Technology in Industrial Water Treatment
At the core of our technological philosophy is environmental sustainability. Our systems prioritize energy efficiency, chemical reduction, and waste minimization. The adoption of electrodeionization technology exemplifies this ethos by eliminating frequent chemical regeneration cycles, thereby reducing toxic waste streams and lowering process water consumption.
Furthermore, modular designs enable scalable customization, preventing over-engineering and resource wastage. Our dedication extends to responsible sourcing of raw materials and implementing green manufacturing practices throughout all production stages.
By aligning industrial water treatment solutions with broader ecological goals, we empower industries to meet strict environmental regulations while conserving vital freshwater resources.
Get in Touch: Tailored Solutions for Your Industrial Water Needs
To explore how our advanced ro water treatment plant systems can elevate your industrial water treatment strategy, connect with our expert consultants today. We offer comprehensive feasibility assessments, custom engineering designs, and lifecycle support to ensure investment maximization.
- Email: [email protected]
- Phone: +1-800-555-9876
- Request a quote or technical consultation via our website contact form
Partner with us to transform your water challenges into competitive advantages through sustainable innovation and proven performance.
Authoritative Data References
- UNESCO – Statistics | UN World Water Development Report
- Grand View Research – Industrial Water Treatment Market Size & Forecast
- DuPont Water Technologies – Advanced Reverse Osmosis and Electrodeionization Technologies Insights
- LG Chem – Thin Film Nanocomposite RO Membrane Innovations