

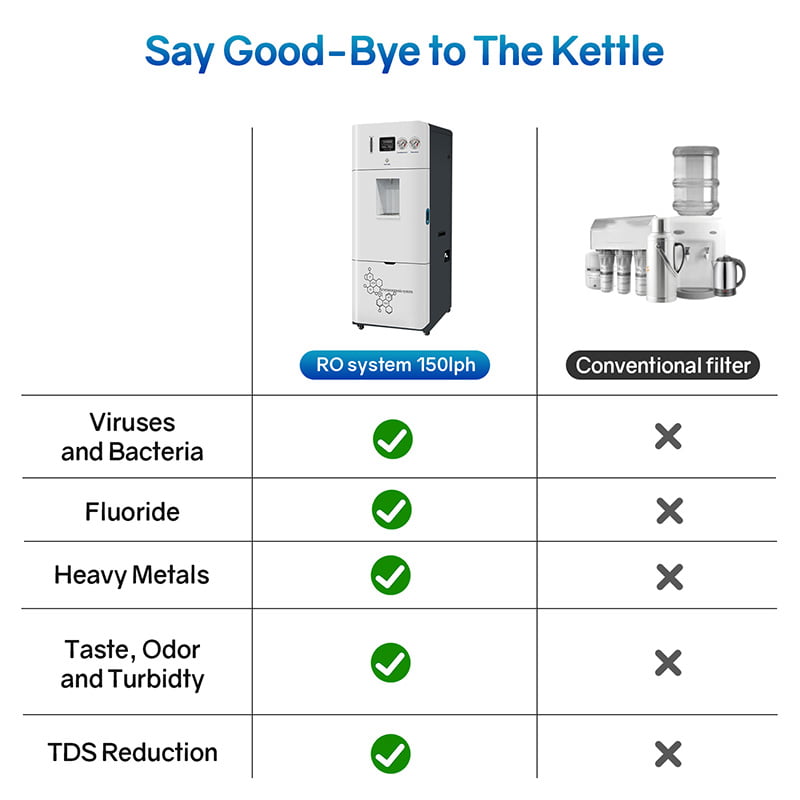







Our cabinet-type commercial RO drinking water systems deliver safe direct drinking water for public facilities including factories, schools, hospitals, hotels and restaurants. Adopting advanced reverse osmosis technology, these commercial water treatment systems effectively eliminate impurities, suspended solids, viruses and bacteria from raw water, while greatly improving the overall taste of drinking water.
Featuring a compact and space-saving structure, the units provide a large-volume and stable water supply for commercial scenarios. They are also equipped with practical functions such as real-time water quality monitoring, quiet booster pump operation, and service life reminders for filter cartridges.
Compared with residential water purification equipment, our commercial drinking water filtration systems feature higher water flow rates and more rigorous filtration performance, perfectly meeting daily drinking and production water demands for commercial and industrial water purification projects. As a professional manufacturer in China’s water treatment industry, we provide customized water treatment solutions to meet your specific commercial and industrial water purification requirements.
Benefits of Our Commercial RO Systems
- Advanced RO Membrane Technology – Removes dissolved solids, bacteria, and impurities for pure drinking water.
- Compact Cabinet Design – Space-saving, easy installation in schools, hotels, or offices.
- High Flow & Low Energy Consumption – Delivers sufficient water for large-scale public use with minimal energy.
- User-Friendly Operation – Intelligent control panel, easy to monitor system status and water quality.
- Durable & Low Maintenance – High-quality stainless steel cabinet, long-lasting filters, and minimal downtime.
- Eco-Friendly – Reduced wastewater output compared to traditional RO systems.
Commercial RO System Specifications
To help you quickly review the technical specifications of our commercial RO system, here is a detailed table showing capacity, filtration stages, operating conditions, and dimensions:
| Feature | Specification | Notes |
|---|---|---|
| Model | CA-150LPH | Commercial reverse osmosis system |
| Capacity | 150 LPH | Liters per hour |
| Filtration Stages | 20″ PP + 20″ GAC + 20″ CTO + 400G RO*2 + T33 | 5-stage advanced filtration for safe, great-tasting water |
| Produced Water Quality | Pure Water | Meets industrial and commercial water standards |
| Applicable Water Source | Tap water, TDS < 1000 ppm | Suitable for municipal and well water |
| Water Pump | 2 × 400G | High-efficiency dual pumps for continuous operation |
| Voltage | 100–240V / 50–60Hz / 86W | Compatible with global power supply |
| Inlet Pressure | 0.1–0.4 MPa | Recommended tap water pressure range |
| Working Pressure | 0.5–0.8 MPa | Stable RO operation pressure |
| Inlet/Outlet Size | 3/8″ | Standard pipe connection |
| Steel Tank Capacity | 11 gallons | Pressurized storage tank |
| Product Dimensions | 560 × 460 × 1380 mm | Compact footprint for commercial spaces |
This table provides a clear overview of our system’s performance and compatibility, helping you make informed decisions for your industrial or commercial water purification needs.
How Does a Commercial RO System Produce Clean Drinking Water?
Our commercial reverse osmosis system delivers reliable, high-purity water through a precision-engineered 5-stage filtration process, designed specifically for commercial operations needing continuous, safe, and great-tasting water:
1. 20-inch PP Cotton Filter Cartridge: The first line of defense captures large, visible contaminants like sand, rust, sediment, and suspended particles. This step protects downstream components from damage, ensuring the system’s long-term efficiency even with variable feed water quality.
2. 20-inch Granular Activated Carbon (GAC) Filter Cartridge: Next, the granular activated carbon filter adsorbs chlorine, humus, disinfection byproducts, and organic solvents, eliminating bad tastes, odors, and discoloration. This not only improves water palatability but also prevents chlorine from degrading the critical RO membrane.
3. 20-inch Compressed Activated Carbon (CTO) Filter Cartridge: Further enhances filtration by removing finer contaminants, residual chlorine, odors, and colors, ensuring a more purified water quality before it reaches the RO membrane.
4. Reverse Osmosis (RO) Membrane: As the core of the system, the high-capacity RO membrane removes up to 99% of heavy metals, bacteria, viruses, pesticide residues, and other harmful substances. Hence, this stage is ideal for applications requiring ultra-pure water for drinking, cooking, and beverage preparation.
5. Post T33 Filter Cartridge: Finally, the post T33 filter cartridge polishes the product water, enhancing taste and eliminating residual odors to deliver crisp, refreshing water ready for commercial or direct consumption.
Additionally, we provide high-quality replacement filter cartridges and consumables, ensuring your commercial RO system remains reliable and hassle-free.
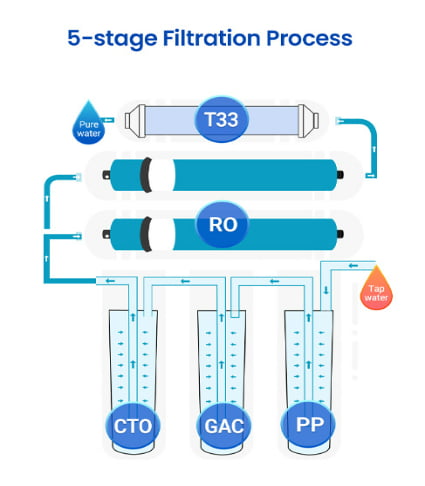
5-Stage Filtration Workflow
Ocpuritech offers more than commercial RO solutions – we provide advanced industrial water purification systems backed by global expertise in membrane technology, ensuring your facility receives the highest standard of clean, safe water.







