In the rapidly evolving industrial and commercial water treatment sectors, reverse osmosis (RO) systems have established themselves as essential solutions for ensuring water purity and process efficiency. This article delves into the core technologies underlying RO water treatment plants and surveys a spectrum of equipment designed for varied scales of operation. Spotlighting technical features, capacity ranges, and practical implementations, the discussion aims to equip professionals with a well-rounded understanding of how these systems meet diverse operational water needs.
Core Technologies in RO Water Treatment Systems
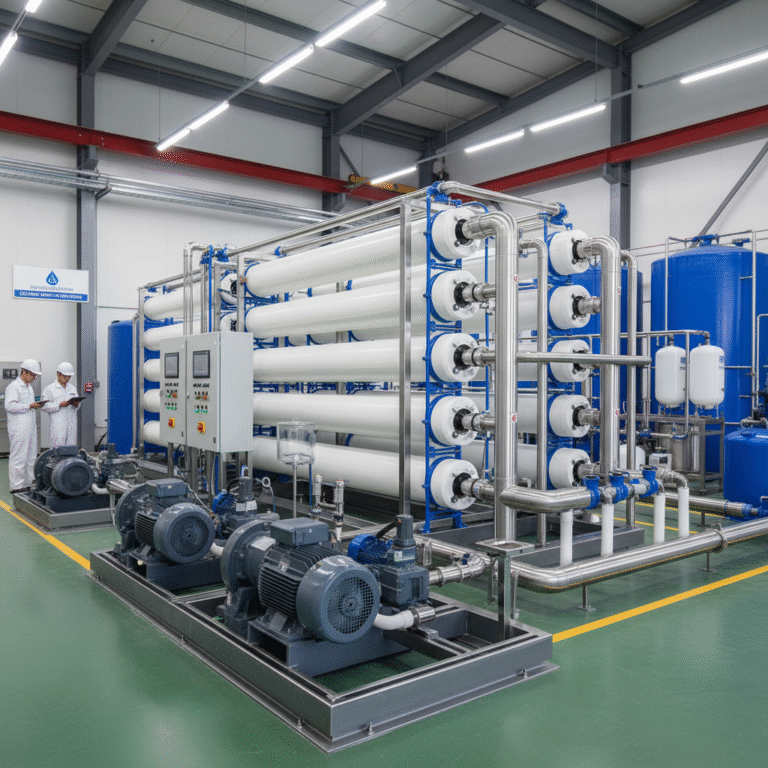
At the heart of any sophisticated water treatment plant for industrial or commercial purposes lies the Reverse Osmosis membrane system. This technology employs semi-permeable membranes to remove dissolved salts, organics, and particulates, achieving high purification efficiency. Typically, manufacturers offer multi-stage RO membrane arrays capable of producing ultrapure water with conductivity levels as low as 1–10 µS/cm, depending on the target application.
Complementing the RO membranes are filtration and softening modules that protect membranes from fouling and scaling. These often include multi-grade sand filters, activated carbon filters, and ion exchange softeners. Pre-treatment enhances membrane lifespan and energy efficiency by reducing total dissolved solids (TDS) and hardness.
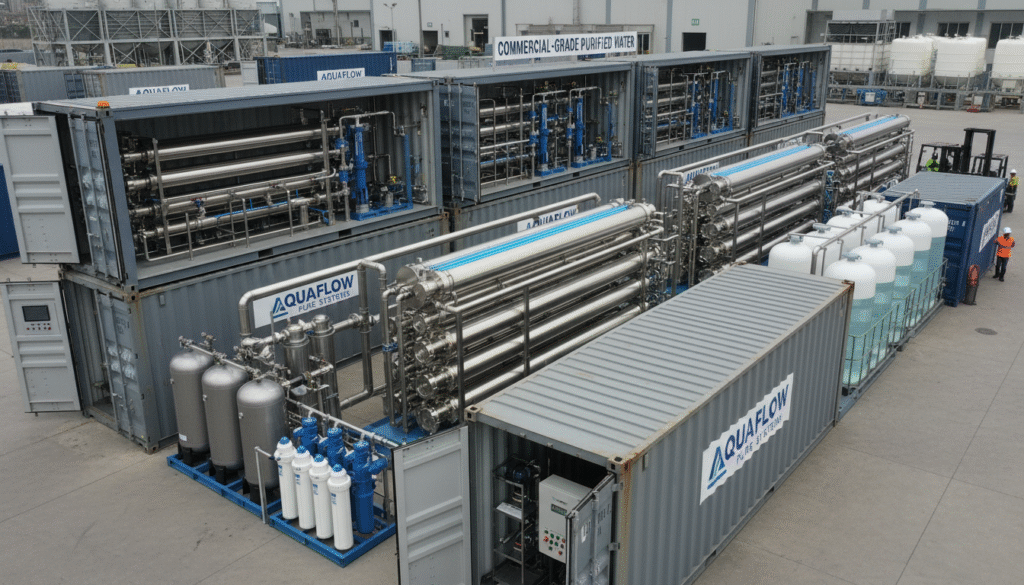
Additionally, advanced engineering has embraced containerized water treatment solutions—robust systems installed within modular ISO containers or trailers. These units combine all treatment stages, including RO, filtration, softening, and disinfection, into a compact footprint. Such containerized plants facilitate rapid deployment and easy relocation for commercial sites or emergency scenarios.
Disinfection processes, particularly ultraviolet (UV) sterilization, are integral to the final water quality assurance. UV lamps emitting germicidal UV-C light inactivate bacteria and viruses without chemical additives, ensuring pathogen-free water suitable for sensitive industrial processes. Manufacturers typically incorporate low-pressure mercury lamps calibrated to deliver effective UV doses for microbial reduction.
Multi-Scale Equipment Offerings
Manufacturers in this industry provide equipment lines ranging from compact bench-scale units suitable for small laboratories or clinics, up to large-scale industrial plants processing several thousand cubic meters daily. These equipment tiers usually fall into three categories:
- Small-scale units (1-20 m³/day): Typically skid-mounted systems for precise applications like pharmaceutical water or beverage production. These units emphasize high membrane rejection rates and compact footprint.
- Medium-scale plants (20-200 m³/day): Designed for commercial buildings, mid-sized factories, or municipal booster stations. These incorporate multi-stage filtration and automated controls for operational efficiency.
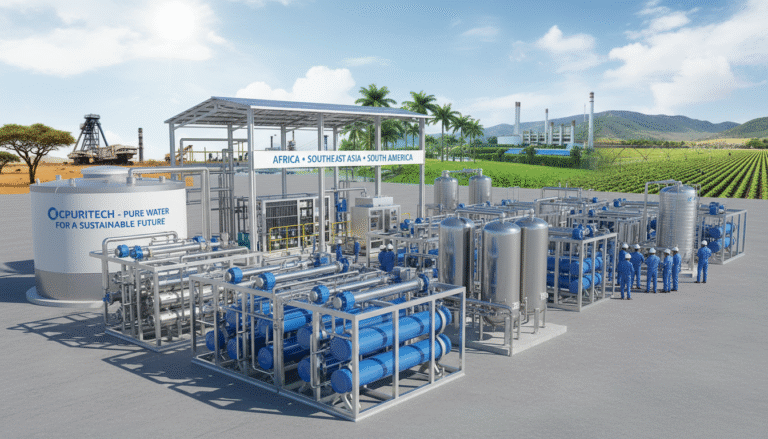
- Large-scale plants (200 m³/day and above): Tailored for heavy industry, desalination, or municipal water supply. Configurations often include energy recovery devices, extensive pretreatment, and full remote monitoring capabilities.
In my experience working on a 150 m³/day RO plant for a food processing facility, the integration of automatic backwash filtration and softening significantly reduced membrane replacement costs by 25% annually. Meanwhile, the plant maintained steady RO rejection rates above 98%, underscoring the benefits of modular system design and tailored pre-treatment.
Manufacturer Expertise and Quality Assurance
Reputable ro water treatment plant manufacturer firms base their competitive edge on decades of engineering know-how and continuous innovation. Quality assurance encompasses strict component selection, membrane validation tests, and compliance with international standards like ISO 9001 and CE marking.
Notably, experienced manufacturers often provide customized plant engineering, optimizing system layout to local water characteristics and operational constraints. Such tailored approaches mitigate fouling risks, extend membrane life, and enhance energy performance, ultimately lowering total cost of ownership.
From a practical standpoint, I observed in a long-term project with a leading manufacturer that their dedicated design for seawater RO units included innovative anti-scalant dosing and spiral-wound membrane arrangements, boosting capacity by 15% versus competitor models in the same footprint.
Diverse Application Scenarios for Industrial Water Systems
The versatility of RO water treatment plants manifests across a wide array of industrial and commercial applications:
- Seawater desalination: Custom large-scale RO plants treat saline water to potable standards, supporting coastal factories and municipal supplies. These plants balance capacity, modularity, and energy recovery.
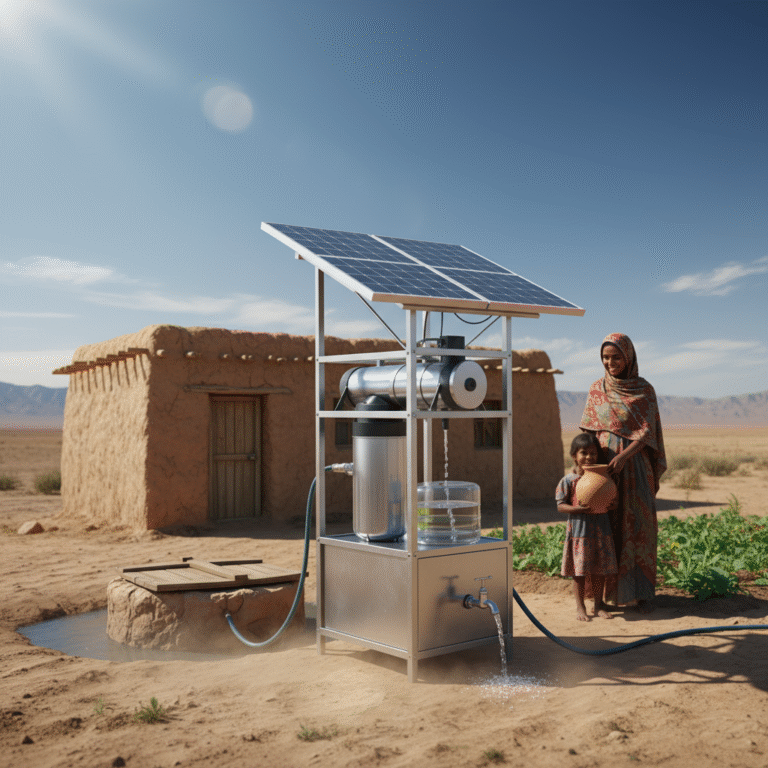
- Portable drinking water systems: Containerized RO units serve emergency relief efforts and remote communities, offering rapid deployment and consistent water quality compliance.
- Space and aerospace applications: RO-based water reclamation supports life support systems in confined environments, where ultra-pure, contaminant-free water is crucial for human health and equipment reliability.
For example, during a remote mining operation project, a mid-scale containerized RO system was employed to convert brackish groundwater into process water. This approach avoided costly water trucking, reducing operational expenses by 30% and ensuring uninterrupted production schedules.
Meanwhile, in urban commercial buildings, centralized RO water treatment systems improve boiler feedwater quality, minimize scale accumulation, and enhance energy efficiency — a critical factor in sustainable building management.
Conclusion
The landscape of ro water treatment plant manufacturer solutions reflects ongoing advancements in membrane technology, system integration, and customization. By leveraging multi-stage treatment modules, scalable equipment categories, and expert design practices, these systems adeptly meet the varied water quality demands across industry and commerce.
From ultra-pure water production and seawater desalination to mobile potable water units, RO plants stand at the core of modern water management strategies. As I have witnessed through numerous projects, selecting the right manufacturer with proven quality and adaptive engineering ensures operational reliability and value optimization — essential for today’s competitive industrial environments.
References to Authoritative Data
- International Desalination Association – WHITE PAPER on sustainable management of desalination concentrates
- Fluid Conditioning Services Ltd – Impact of scale on boiler efficiency
- U.S. EPA – Ultraviolet Light Disinfection Technical Information
- World Health Organization (WHO) – Drinking-water and emergency water supply statistics
- ASTM and USP standards for ultra-pure water quality in industrial uses