Ensuring optimal performance in water treatment plants hinges on the deployment of the right machinery, tailored to handle diverse water sources and stringent quality requirements. In industries ranging from pharmaceuticals to agriculture, selecting suitable equipment is crucial to deliver clean, treated water that meets regulatory and operational standards. This article delves into the machinery required for water treatment plants with detailed insights on types, technology, cost structure, operational efficiency, and real-world applications, while intertwining authoritative data and hands-on experience.
Overview of Essential Machinery in Water Treatment Plants

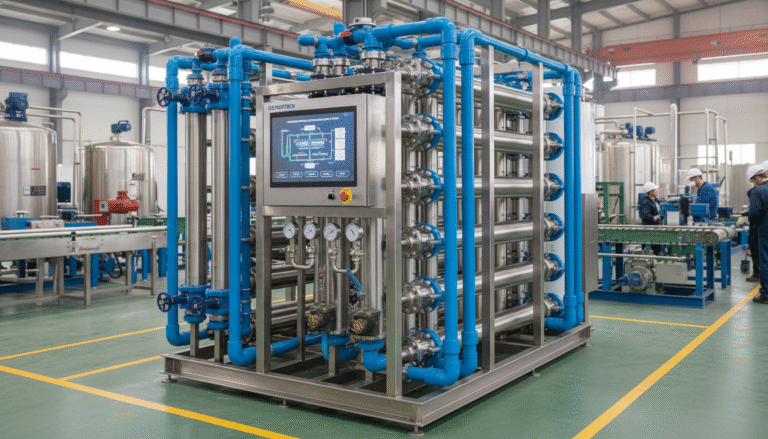
Water treatment plants utilize a variety of machinery to remove contaminants from water drawn from sources like rivers, wells, municipal supplies, or seawater. The core equipment includes pretreatment units, membrane filtration systems, pumps, and post-treatment modules. These machines are integral in applications across mining, food processing, pharmaceuticals, cosmetics manufacturing, laboratories, and municipal water supply.
Key machinery types encompass:
- Pretreatment Filters: Sand filters, carbon filters, and water softeners prepare raw water by removing suspended solids, chlorine, and hardness minerals.
- Membrane-based Systems: Reverse Osmosis (RO), Ultrafiltration (UF), and Nanofiltration (NF) units form the heart of purification by removing ionic and non-ionic contaminants.
- High-pressure Pumps: Critical for driving feed water through membranes under specific pressures to ensure removal efficiency.
- Automation and Control Modules: These provide monitoring, feedback, and adjustment capabilities to optimize system performance and minimize manual intervention.
According to industry data, industrial reverse osmosis systems treat water flows ranging from 200 to over 400,000 gallons per day, removing up to 99% of total dissolved solids (TDS), highlighting the extensive scalability of these systems.
Technical Principles and Key Components

Water treatment machinery operates primarily on membrane separation technology, which leverages semi-permeable membranes to filter contaminants. These membranes function based on pore sizes and operating pressures, with different membrane types suited for specific contaminant profiles:
- Microfiltration and Ultrafiltration for larger particles and suspended solids.
- Nanofiltration targeting divalent ions and organic molecules.
- Reverse Osmosis offering superior removal of monovalent ions, bacteria, and viruses through high pressure forcing water through dense membranes.
The core technical components of machinery include:
- Membrane Modules: Arranged in vessels, often in series or parallel to enhance recovery and throughput.
- High-pressure Pumps: Essential to maintain membrane feed pressure, typically around 120–600 psi depending on application.
- Pretreatment Systems: Sand and carbon filters to protect membranes from fouling.
- Instrumentation & Control Panels: Utilize sensors and automation to regulate flow, pressure, and water quality in real-time.
For example, in a pharmaceutical plant I consulted, implementing a multi-stage reverse osmosis setup with precise pressure control panels led to a 15% increase in TDS rejection efficiency and lowered membrane fouling rates. Such systems demonstrate the value of integrating advanced membrane technology with automation to ensure consistent water quality.
Extensive research confirms that pressure-driven membrane processes can achieve up to 99.5% contaminant removal, making them indispensable in modern water treatment plants.
Pricing Breakdown and Cost Considerations
Understanding the investment in water treatment machinery involves dissecting upfront and ongoing costs. The pricing components typically include:
- Base System Cost: Includes membrane modules, pressure vessels, pumps, and control units.
- Auxiliary Modules: Pretreatment filters, automated chemical dosing, and post-treatment UV or deionization units.
- Installation and Commissioning: Professional setup, testing, and system optimization.
- Operation and Maintenance: Filter replacements, membrane cleaning, energy consumption, and labor.
From my experience working with multiple industrial-scale plants, a well-optimized RO system’s lifecycle cost balances initial capital investment with long-term energy savings and membrane longevity. For instance, in a food processing facility, upgrading to high-efficiency pumps trimmed energy expenses by nearly 12% annually, equating to cost savings that justified the premium paid upfront within three years.
As economic analyses underscore, despite higher initial costs, industry-standard systems provide significant returns through reduced health risks, compliance with regulations, and operational efficiencies, contributing positively to business outcomes and societal well-being (economic impact studies).
Performance Specifications and Quality Assurance
Reliable machinery must meet stringent performance standards and material quality requirements to ensure consistency and durability. Typical specifications include:
| Component | Specification | Performance Indicator |
|---|---|---|
| Membrane Type | Thin Film Composite (TFC) | ≥ 97% TDS Rejection |
| Pump Build | Stainless Steel with high corrosion resistance | Continuous operation ≥ 5,000 hours |
| Filter Media | Activated Carbon and Silica Sand | Effective removal of chlorine and suspended solids |
| Automation | PLC based control with real-time monitoring | 99.9% uptime, fault alarms |
Ocpuritech, for instance, manufactures components adhering to rigorous quality control, with their membrane filtration systems widely praised for reliability in markets across Southeast Asia, Africa, and South America. These measures ensure machinery maintains high purification standards critical to industries such as pharmaceuticals and food processing.
Market Demand and Application Scenarios
Diverse geographical water qualities and industrial needs dictate variations in machinery selection. In regions with high salinity groundwater or brackish water, seawater reverse osmosis desalination systems become essential. Conversely, municipal wastewater reuse prioritizes nanofiltration and ultrafiltration technologies for moderate contaminant reduction.
I observed firsthand during a project in South America that incorporating multiple filtration stages optimized performance to adapt to variable river water quality, ensuring continuous supply of irrigation water meeting safety standards. Moreover, food and beverage factories emphasize machinery capable of removing odors, color, and trace organic molecules, often relying on combined RO and activated carbon treatment.
A comparative study underlines that while nanofiltration offers cost-effective solutions for moderate contaminant loads, reverse osmosis systems fulfill strict purity demands essential for potable water reuse and seawater desalination (technology comparison research).
Practical Case Studies Demonstrating Machinery Performance
In an agricultural irrigation project deploying Ocpuritech’s customized RO systems, the machinery consistently delivered treated water below 500 ppm TDS – well within crop tolerance limits – enhancing yields by 20% over three seasons. The system’s pretreatment modules protected membranes from fouling caused by sediment fluctuations in the raw source water.
Another pharmaceutical plant integration involved remote control-enabled RO units that allowed centralized monitoring and predictive maintenance. This boosted uptime to 99.8% and reduced membrane replacement frequency by 30%, underscoring the role of automation in optimizing performance.
Throughout these projects, real-time instrumentation provided actionable insights, enabling swift response to water quality changes and operational anomalies, thus safeguarding product quality and regulatory compliance.
Custom Solutions and After-Sales Service
Successful water treatment requires tailored machinery configurations: pretreatment tailored to raw water characteristics and post-treatment adjusted to meet specific purity needs. This flexibility includes:
- Choice of filtration media adapted to raw water sediment and organic load.
- Modular system designs allowing capacity expansion or configuration changes.
- Integration of automation systems for remote monitoring and control.
- Customized maintenance contracts supporting rapid service and spare parts supply.
Ocpuritech supports clients with installation training, routine maintenance guidance, and remote assistance. Especially in challenging environments, these services prove pivotal in maintaining continuous operation and minimizing downtime.
Manufacturer Profile and Competitive Edge
Established in 2011, Guangzhou Aomi Water Purification System Manufacture Co., Ltd. (Ocpuritech) stands out with 14 years of industry expertise, delivering water treatment machinery including RO, UF, NF, and EDI ultrapure water systems. With two standardized factories spanning over 10,000 square meters, the company offers high-quality, cost-effective equipment tailored to global markets including Southeast Asia, Africa, and South America.
Ocpuritech’s commitment to environmental responsibility and technology innovation aligns with their brand ethos: “We hope everyone in the world can drink clean and pure water produced by our Reverse Osmosis Water treatment system.” This vision drives their product development and after-sales service excellence, garnering trust from diverse industry clients.
Summary and Investment Advice
The machinery required for water treatment plants is multi-faceted, demanding a thorough understanding of technical, economic, and operational considerations. Prioritizing advanced membrane technologies like reverse osmosis combined with robust pretreatment and automation ensures high-quality water output and plant efficiency.
Investors and operators should assess total cost of ownership, including energy, maintenance, and longevity factors, rather than just capital expenses, to maximize return on investment. Engaging reputable manufacturers with proven performance and comprehensive service support, such as Ocpuritech, significantly mitigates risks associated with system failure and quality lapses.
Ultimately, selecting the right machinery tailored to specific water quality challenges guarantees sustainable, compliant, and economically viable water treatment operations.
Frequently Asked Questions
Q1: What types of machinery are essential in an industrial water treatment plant?
Key machinery includes pretreatment filters (sand, carbon, softeners), membrane systems (RO, UF, NF), high-pressure pumps, and automation/control systems.
Q2: How does reverse osmosis technology improve water treatment efficiency?
Reverse osmosis uses pressure to force water through selective membranes, removing up to 99% of total dissolved solids and small contaminants, ensuring high purity.
Q3: What factors affect the cost of water treatment machinery?
Costs depend on system complexity, capacity, auxiliary equipment, installation, and ongoing maintenance and energy consumption.
Q4: Can water treatment machinery be customized for different water sources?
Yes, machinery configurations adapt to specific water qualities, such as saline seawater, brackish groundwater, or municipal wastewater, ensuring suitability.
Q5: How does automation benefit water treatment plant operation?
Automation enables real-time monitoring, precise control, predictive maintenance, and reduces manual intervention, improving uptime and performance.
Q6: What performance benchmarks should I look for in RO membranes?
Membranes should typically achieve ≥97% TDS rejection, high flux rates, and durability for sustained operational life.
Q7: What industries benefit most from advanced water treatment machinery?
Pharmaceuticals, food and beverage, cosmetics manufacturing, agriculture, municipal utilities, and laboratories rely heavily on such machinery.
Q8: How often should membranes in water treatment plants be replaced?
Membrane lifespan varies by feed water quality and maintenance, usually ranging from 3 to 7 years under proper care.
Q9: What role does pretreatment play in membrane system longevity?
Pretreatment removes sediments and chemicals that cause fouling or scaling, thereby extending membrane life and maintaining efficiency.
Q10: How important is manufacturer support in water treatment system performance?
Strong after-sales service including installation, maintenance, and remote assistance is critical for uninterrupted, optimized system operation.