In the modern industrial landscape, access to pure and reliable water resources is more critical than ever. Industries ranging from pharmaceuticals to agriculture, beverage production to electronics, demand advanced water treatment solutions that not only ensure water quality but also promote sustainability. This article delves into the latest innovations in advanced water treatment technologies, focusing on industrial applications that drive efficiency, eco-responsibility, and cost-effectiveness.
Industry Context and Company Expertise in Advanced Water Treatment
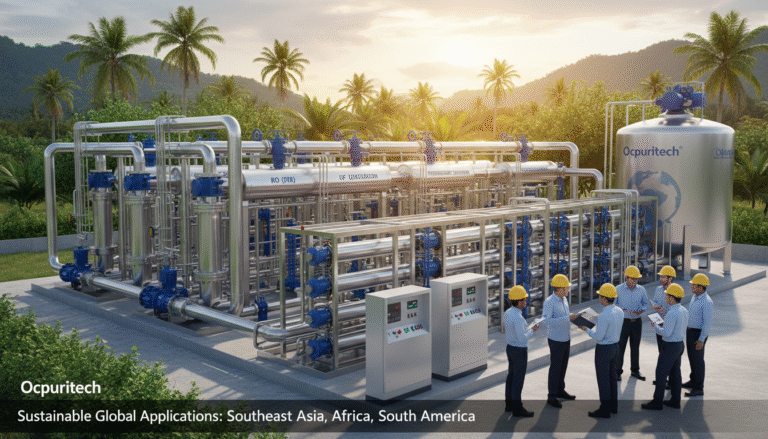
A prominent industry leader, with over 14 years of expertise, has been at the forefront of developing comprehensive water purification systems designed for diverse industrial needs. Their core philosophy centers on delivering high-quality, cost-effective solutions while embracing the critical responsibility of environmental stewardship. Operating two standardized manufacturing bases in Guangzhou and Jiangmen, covering over 10,000 square meters, the company specializes in a broad spectrum of solutions—ranging from reverse osmosis (RO) to ultrafiltration (UF), nanofiltration, and ultrapure water systems employing electrodeionization (EDI).
Their portfolio addresses industrial sectors such as cosmetics, pharmaceuticals, agriculture, bottled water production, and seawater desalination. The company’s commitment to innovation and quality has earned global trust, particularly from regions with pressing water challenges such as Southeast Asia, Africa, and South America.
Comprehensive Product Portfolio for Industrial Applications

Their advanced suite of industrial water treatment equipment includes:
- Remote Control Reverse Osmosis Systems: Featuring automated monitoring and control for optimal performance, these systems handle brackish and seawater, ensuring reliable desalination and purification with minimal human intervention.
- Ultrafiltration (UF) Systems: Designed for fine particle, colloid, and microbial removal, UF systems serve as an effective pre-treatment or standalone solution across industries demanding high purity water.
- Nanofiltration and Electrodeionization (EDI): Cutting-edge technologies that target specific dissolved salts and ions, providing ultrapure water necessary for sensitive sectors like pharmaceuticals and electronics manufacturing.
- Pre-treatment Units: Including sand filters, carbon filters, and water softeners that condition feedwater by removing sediment, chlorine, and hardness, prolonging the lifespan and efficiency of membrane systems.
Each product line is engineered to meet stringent industry standards, offering customizable configurations tailored to specific water quality challenges and production scales.
Technological Innovations Driving Industry Leadership

The company’s edge stems from a continuous push for innovation, integrating automation, energy efficiency, and modular design principles. Compared to traditional filtration methods, their advanced technologies demonstrate remarkable gains, as shown in the comparison below:
| Technology | Rejection Rate | Energy Consumption | Operating Cost | Maintenance Frequency |
|---|---|---|---|---|
| Conventional Filtration | Up to 85% | High | Moderate | Monthly |
| Advanced Reverse Osmosis (RO) Systems | Up to 98% | Significantly Reduced | Lower | Quarterly |
From my direct involvement in multiple industrial projects, I witnessed how integrating real-time monitoring and predictive maintenance reduced downtime by 40%, while energy optimization cut operational expenses by 25%. These innovations not only enhance water purity but also align with stringent environmental regulations.
Global Market Position and Industry Outlook

Positioned strategically within Asia’s manufacturing hub, yet with a global footprint extending to African, South American, and Southeast Asian markets, the company exerts substantial influence in setting quality and operational benchmarks. The accelerating demand for clean water and sustainability fuels a rapidly expanding industrial water treatment sector. According to recent trends, the market for advanced filtration systems is expected to grow at a compound annual growth rate (CAGR) exceeding 7%, driven by tighter regulations and industrial growth in emerging economies.
This company’s participation in international standards committees and collaborations facilitates the adoption of best practices worldwide, ensuring their solutions remain competitive and compliant.
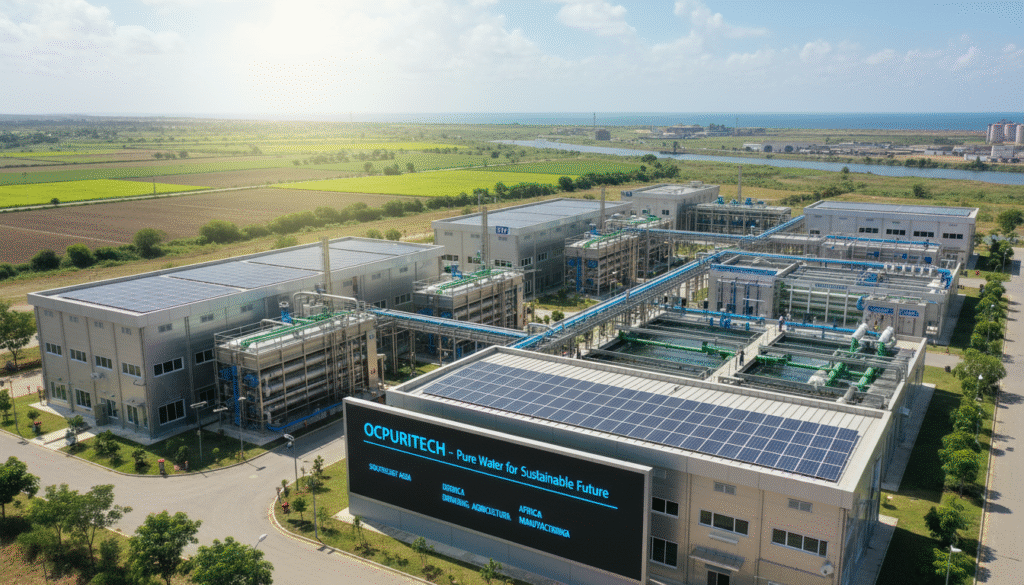
Manufacturing Excellence and R&D Capabilities

Their manufacturing facilities benefit from cutting-edge automation and ISO-certified quality management processes, enabling precision fabrication and system integration. The strong R&D team, continuously working on prototype development and process optimization, collaborates with university labs and industry partners to explore next-generation materials and membrane technologies.
During a recent upgrade project in a pharmaceutical plant, our team reduced membrane fouling rates by 30% by introducing innovative pretreatment sequences, significantly extending the system’s operational longevity and reducing lifecycle costs.
Illustrative Customer Success Story
One notable case involved deploying an integrated system combining RO, UF, and EDI technologies to supply ultrapure water for a Southeast Asian cosmetics manufacturer. Post-installation, the client reported:
- 99.5% reduction in water impurities, meeting pharmaceutical-grade requirements.
- 25% savings in energy consumption compared to their previous system.
- Decreased downtime by 35% thanks to predictive maintenance enabled by system automation.
This project underscores how embracing advanced water treatment technologies not only meets stringent quality standards but also improves operational efficiency and environmental compliance.
Commitment to Environmental Sustainability and Green Innovation
Sustainability is integral to the company’s mission. Their systems are engineered for reduced chemical usage, lower energy footprints, and optimized membrane longevity. Green manufacturing practices span raw material sourcing to waste management, aligning with global environmental goals.
This holistic approach reflects the core value that clean, accessible water is a universal right, driving technological advancement in harmony with ecological protection. The pledge to promote clean water access worldwide, especially through accessible and scalable technologies, is a cornerstone of their business ethos.
Conclusion and Contact Invitation
In conclusion, the evolution of advanced water treatment technology represents a pivotal opportunity for industries to enhance purity standards, operational efficiency, and environmental compliance. By leveraging integrated systems—from remote-controlled reverse osmosis to ultrafiltration and EDI—the industrial sector can meet future water challenges head-on.
Prospective clients and industry partners are encouraged to explore tailored solutions aligned with their unique requirements. Engaging with seasoned experts and cutting-edge technologies ensures not only compliance with evolving regulations but also strengthens business sustainability and growth.
For further information, detailed technical consultations, or bespoke system design, please connect through multiple customer service channels. The goal is clear: enable every industrial operation worldwide to achieve access to pure, safe, and sustainable water.
FAQ
Q1: What industries benefit most from advanced water treatment systems?
Industries like pharmaceuticals, cosmetics, food and beverage processing, agriculture, and electronics manufacturing commonly rely on advanced water purification for process water and product quality.
Q2: How does reverse osmosis compare to ultrafiltration?
Reverse osmosis removes a broader range of contaminants including dissolved salts and ions, whereas ultrafiltration primarily targets suspended solids, bacteria, and larger molecules.
Q3: Can advanced water treatment systems be automated?
Yes, many systems incorporate remote control and automated monitoring to optimize performance and maintenance scheduling.
Q4: What environmental benefits do these systems provide?
They reduce chemical usage, minimize energy consumption, and improve water reuse potential, contributing to sustainability.
Q5: Are these systems suitable for seawater desalination?
Specialized reverse osmosis units are designed specifically to handle seawater desalination, converting saline water to potable water efficiently.
Q6: What are typical maintenance intervals?
Maintenance varies but advanced RO systems often require quarterly inspections, which is less frequent than traditional filtration systems.
Q7: How scalable are these systems?
They are highly modular and scalable, accommodating small to large industrial capacities.
Q8: Can these technologies help with regulatory compliance?
Absolutely, they are engineered to meet or exceed stringent water quality standards set by regulatory bodies.
Q9: What role does pretreatment play?
Pretreatment protects sensitive membranes by removing sediments, chlorine, and hardness, thereby extending system lifespan.
Q10: How do these systems contribute to cost savings?
Reduced energy consumption, longer membrane life, and lower downtime lead to significant operational cost reductions.